-

江苏卡斯美特节能科技有限公司
主营:发热保温冒口套,过滤片,易割片 - 18052693158

江苏卡斯美特节能科技有限公司
主营:发热保温冒口套,过滤片,易割片 9
9
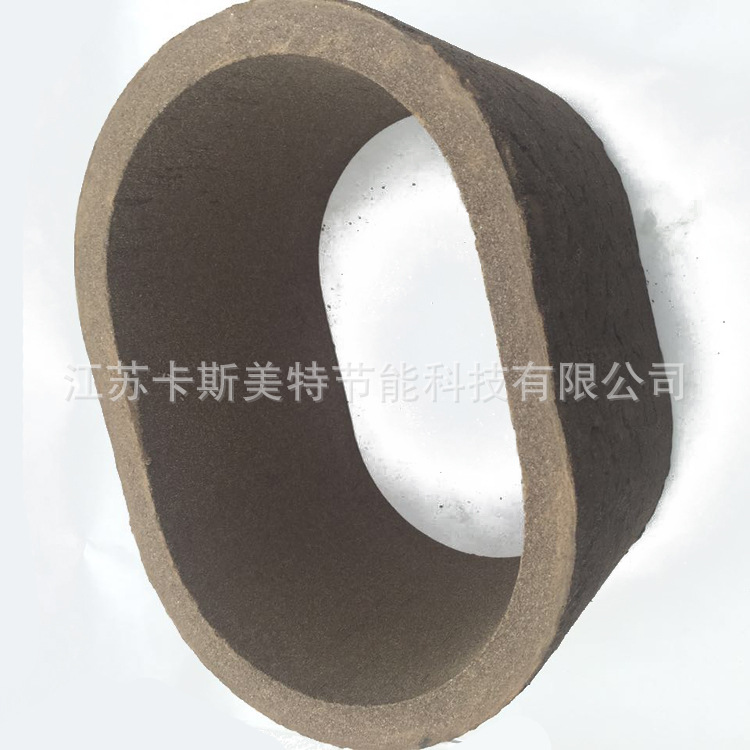
高发热发热保温冒口套
该冒口减少了与铸件的接触面积,与砂冒口相比,减少了60-70%的切割和打磨
面积,大大降低了铸件清理费用,提高清理工作效率。在自动造型线上试用冒口
套可确保获得质量稳定的铸件。
1.冒口套强度增加50-70%,造型时损坏少
2.冒口套透气性好
3.冒口套壁厚均匀,在暗冒口上设有V形柱体,可提高绝热和补缩特性
4.冒口套的发热、绝缘性能和物理性能稳定
*到的制造技术使得该冒口不仅密度低,约为0.65g/cc,而且确保绝热性能优良
尺寸精准、一致,强度很高
本产品为高效发热保温冒口套,其密度低,强度和韧性较好,适用于各种牌号的铸铁和铸钢
件和多种造型工艺。
三大功效:较初绝热、中间发热、最后长时间绝热
该产品发热保温的特性,替代大的砂冒口,在满足铸件补缩要求的前提下,大大的提高了逐
渐的工艺出品率,同时由于减小了冒口与铸件的接触面积是得铸件的清理费用降低。
优点:1.冒口套与砂型冒口相比,冒口的凝固时间延长2.55--2.9倍,补缩用的金属液减少50-75%,很大程度上增加了铸件工艺出品率。
2.冒口套用用**冒口时,减少了冒口与铸件的接触面积,与砂冒口相比,减少了60-70%的切割和打磨面积,大大降低了铸件清理费用。
3.可以同壳型/自硬砂制成的易割片配套供应,这样冒口可以敲掉而不必用气焊切割,进一步降低了清理费用。
4.可以提高铸造车间生产能力:相同重量的铁水可以浇铸更多的铸型。由于减少了气割和打磨工作量,提高了清理工作的效率。
5.可以消除砂冒口无法克服的缩松缺陷。在自动造型线上使用冒口套可以确保获得质量稳定的铸件。
6.由于具有发热特性,可用于冷冒口。这样可以简化浇铸系统,这对球铁件尤为有利。
使用指导:
1,当选择冒口尺寸时,要小心使其大于铸件模数,以及保证补缩的金属量和补缩距离达到要求。
2,如果使用作为**冒口时,在冒口和铸件之间要有6-15毫米厚的金属层。也可以使用易割片代替之。
3,在使用明冒口时,金属液住满后应在冒口表面覆盖一定量的发热剂来减少热量从冒口*散发,对于直径小于90毫米的磨口使用KSM350-303 或KSM350-304,大于90毫米的冒口使用KSM350-304或者KSM350-306 。
4,在暗冒口*设有通气孔,这个孔应该通过砂型上表面以便浇铸时型腔中的气体可以排出
undefined
KSM300 OVA 1220
IMG_2907
IMG_2906
IMG_2905
undefined
价格说明
一般情况下:
划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,较终以订单结算页价格为准。
活动预热状态下:
划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,较终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,较终以活动是订单结算页价格为准。
*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。